How does SAET seamless scanning process work for large slewing bearings?
What are the peculiarities of SAET seamless process?
The preheating inductors, i.e. two inductors on each heating head, each powered independently, and the low frequency.
Large bearings working conditions require the ring surface to have a hardened layer with uniform mechanical properties on the whole circumference. A soft zone with lower surface hardness and mechanical strength would result in a region more exposed to wearing and thus in a privileged area for cracks nucleation and propagation. A simple scanning heating process would create a soft zone when the scanning path end overlaps the scanning starting point. Patented SAET seamless scanning technology allows for an induction hardening process without soft zones.
SAET seamless machine is equipped with two heating heads which move around the bearing. Each heating head is equipped with two coils, pre-heating coil and heating coil, fed by two independent power sources. The pre-heating operation allows for high case depths to be hardened maintaining a good scanning speed. Heating frequency in 1-5 kHz range is the most suitable for high case depth.
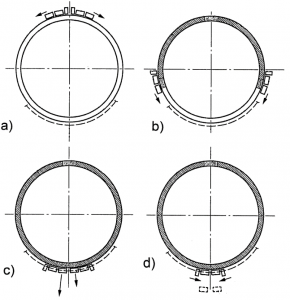
In Fig. 1a sketch of heating heads positions in different process steps is shown. The heating begins in a point of the ring with the two heating heads near to each other to create a hot zone, which is called start zone (Fig.1a). When the start zone is heated at the hardening temperature, the two heating heads move away opening in opposite directions. Each heating head will move around the ring covering half the bearing circumference while heating in scanning mode (Fig.1b).
Scanning speed and heating power are set to obtain the desired hardening depth. During the scanning, showers installed on the heating heads cool the surface heated by the coil pairs.
Heating heads move toward the bearing region opposite to the start zone, which is called end zone. As the two heating heads approach each other, pre-heating coils of the two pairs are turned off and moves away from the bearing surface (Fig.1c).
When the two heating coils become adjacent to each other (Fig.1d), their power feeding is turned off and the last heated track portion is rapidly cooled by the quenching shower.
Process parameters, coil and shower geometry, and magnetic field flux concentrators are developed for every specific bearing ring shape and steel alloy. Having a constant air gap between coils and the bearing surface is fundamental to obtain a uniform heating pattern. During scanning heating, deformations occur in the bearing due to the progressive phase transformation in the steel. A mechanical tracking system adjusts the coil position to compensate for ring deformation and thus assure a constant air gap.

Seamless scanning technology


