Wie funktioniert das nahtlose Abtastverfahren von SAET für große Drehverbindungen?
Was zeichnet den nahtlosen SAET-Prozess aus?
Die Vorwärminduktoren, d. h. zwei Induktoren pro Heizkopf, die jeweils unabhängig voneinander gespeist werden, und die Niederfrequenz.
Die Betriebsbedingungen von großen Lagern verlangen eine Ringoberfläche, die auf ihrem gesamten Umfang eine gehärtete Schicht mit gleichmäßigen mechanischen Eigenschaften aufweist. Eine Weichzone mit geringerer Oberflächenhärte und mechanischer Festigkeit erzeugt einen Bereich, der stärkerem Verschleiß ausgesetzt ist. Dies wäre ein Bereich, in dem sich bevorzugt Risse bilden und ausbreiten. Ein einfacher Abtasterwärmungsprozess erzeugt eine Weichzone, wenn das Abtastpfadende den Abtaststartpunkt überlappt. Die patentierte SAET-Nahtlosabtasttechnologie erlaubt einen Induktionshärteprozess ohne Weichzonen.
Die SAET-Nahtlosmaschine besitzt zwei Heizköpfe, die sich um das Lager bewegen. Jeder Heizkopf besitzt zwei Spulen: die Vorheizspule und die Heizspule. Sie werden aus zwei voneinander unabhängigen Stromquellen gespeist. Das Vorwärmen erlaubt Härten hoher Einsatztiefen bei guter Abtastgeschwindigkeit. Eine Heizfrequenz im Bereich von 1-5 kHz eignet sich am besten für eine hohe Einsatzhärtetiefe.
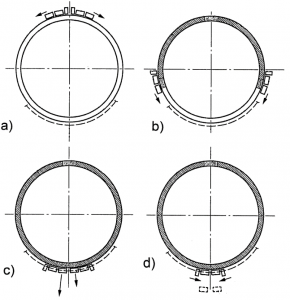
Abb. 1a skizziert die Positionen der Heizköpfe in verschiedenen Prozessschritten. Die Erwärmung beginnt an einer Stelle des Rings, an der die beiden Heizköpfe nahe beieinander liegen, um eine als Startzone bezeichnete heiße Zone zu erzeugen (Abb.1a). Wenn die Startzone bis auf Härtetemperatur aufgeheizt ist, entfernen sich die beiden Heizköpfe in entgegengesetzte Richtungen. Jeder Heizkopf bewegt sich um den Ring und deckt dabei die Hälfte des Lagerumfangs ab. Dabei erwärmt er das Material im Abtastmodus (Abb.1b).
Die Abtastgeschwindigkeit und Heizleistung werden an die gewünschte Härtetiefe angepasst. Während der Abtastung kühlen auf den Heizköpfen installierte Brausen die von den Spulenpaaren erwärmte Oberfläche.
Die Heizköpfe bewegen sich zu dem Lagerbereich, der der Startzone gegenüberliegt und als Endzone bezeichnet wird. Wenn sich die beiden Heizköpfe aneinander annähern, werden die Vorheizspulen der beiden Paare ausgeschaltet. Sie bewegen sich dann von der Lagerfläche weg (Abb.1c).
Wenn sich die beiden Heizspulen berühren (Abb.1d), werden sie von der Stromversorgung getrennt. Der zuletzt erwärmte Spurabschnitt wird durch die Abschreckbrause schnell abgekühlt.
Prozessparameter, Spulen- und Brausengeometrie sowie Magnetfeldflusskonzentratoren werden für jede spezifische Lagerringform und Stahllegierung entwickelt. Ein einheitlicher Luftspalt zwischen den Spulen und der Auflagefläche ist entscheidend für ein gleichmäßiges Erwärmungsmuster. Während des Anwärmens beim Abtasten kommt es im Lager zu Verformungen durch die fortschreitende Phasenumwandlung im Stahl. Ein mechanisches Nachführsystem passt die Spulenposition an, um die Ringverformung auszugleichen und einen konstanten Luftspalt sicherzustellen.

Nahtlose Scan-Technologie


