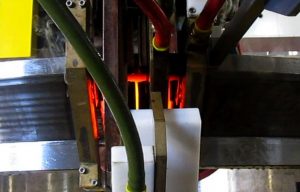
SAET patented seamless process allows for the surface induction hardening of large slewing bearings without soft zones. With our seamless scanning technology, we can obtain a uniform heat treatment on the whole ring. We have experience in the seamless hardening on various steel grades, especially medium carbon steels.
The uniformity of seamless process can be verified through case depth measures.
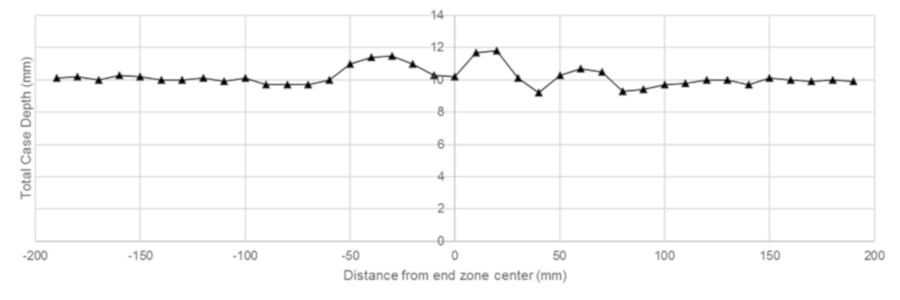
In the graph one you can see below, total case depth measures by ultrasonic device in the end zone at the track center checkpoint are reported. The end zone is the most critical phase in the process because it is the treatment closing region, the last ring portion to be heated. In the graph, the zero on the horizontal axis corresponds to the end zone center, i.e. the hardening closing point.
Our seamless machine works in a very low frequency range (1-5 kHz) and the two heating heads are both equipped with two independently powered coils. This allows for a high case depth to be reached, up to an average of 10 mm.
As seen in the graph, in the end zone we can obtain a good treatment consistency. It is possible to obtain thinner case depths maintaining a stable hardening process. The aim of seamless process is to surface harden the bearing ring avoiding the creation of soft zones by self-tempering phenomena or heating pattern overlaps. This can be checked by measuring the surface hardness on the whole ring circumference.
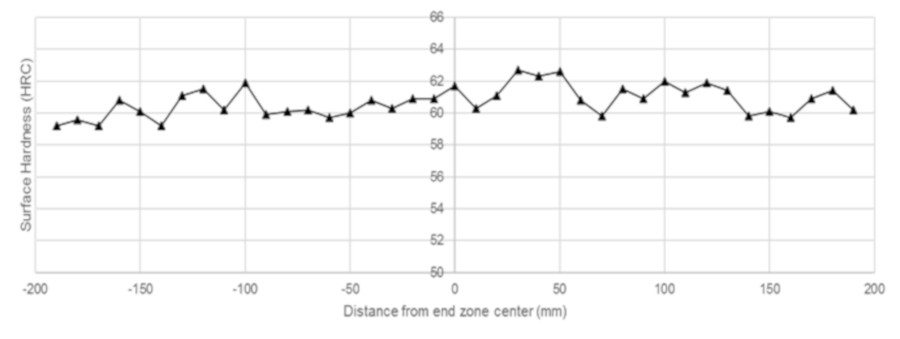
In the second graph below, surface hardness measures in the end zone for a 42CrMo4 steel are reported. Hardness has been measured by the Leeb method and converted in Rockwell C scale.
Surface hardness values obtained are compatible with a good quenched structure of a medium carbon steel. In the end zone there are no soft zones, thanks to a good uniformity in the heating power induced in the bearing, a properly designed cooling shower and properly set cooling parameters. Similar hardness values are obtained in the other ring regions.
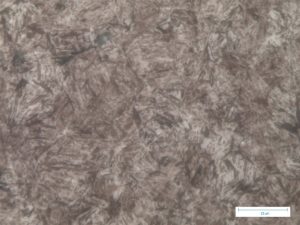
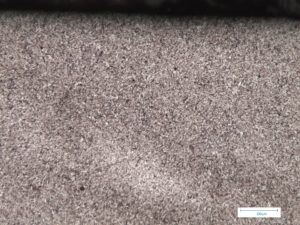
Besides case depth and surface hardness, microstructure has a role in the bearing fatigue resistance. Although the high hardening case depth, the microstructure obtained is fine-grained. In the end zone, where we have a maximum in the surface temperature during heating, the grain size is 8 or higher according to the ASTM E112 standard. As showed in the picture, we have a homogeneous martensite without visible bainite or non-martensitic transformation products.
Metallurgical results show the seamless hardening process is consistent, with uniform case depth and surface hardness along the bearing circumference. In the end zone, the most critical region, the treatment is comparable to that of scanning regions. Our seamless technology allows for high case depth without surface overheating.
Here in the graph 1, total case depth measures by ultrasonic device in the end zone at the track center checkpoint are reported. The end zone is the most critical phase in the process because it is the treatment closing region, the last ring portion to be heated. In the graph, the zero on the horizontal axis corresponds to the end zone center, i.e. the hardening closing point.
In the end zone we can obtain a good treatment consistency.
In this second graph surface hardness measures in the end zone for a 42CrMo4 steel are reported. Hardness has been measured by the Leeb method and converted in Rockwell C scale.
Surface hardness values obtained are compatible with a good quenched structure of a medium carbon steel. In the end zone there are no soft zones, thanks to a good uniformity in the heating power induced in the bearing.