SAET leading role in induction technology and applications provides seamless hardening solutions for bearings and slewing rings.
Innovative technologies and the widespread range of applications for large rings has led SAET to be the first manufacturer of a seamless hardening equipment in China last year.
Large slewing bearings are employed in wind turbines and other energy industry applications where they are subjected to harsh working conditions. Tracks surface is treated to obtain a hardened layer while the core material maintains a good toughness. This layer is responsible for carrying the high dynamic loads the bearing undergoes. Traditionally, carburizing steels are commonly used to produce large bearings and the hardened layer is achieved by the carburizing process, followed by a quenching process to harden the enriched layer. Carburizing of large size bearings requires very long holding times in the furnace to reach carburized layers of several millimeters. This process is costly, promotes the grain coarsening in the material, and creates large deformations in the part due to the rapid cooling of the whole part. For these reasons large size slewing bearings are not preferred in low carbon steels.
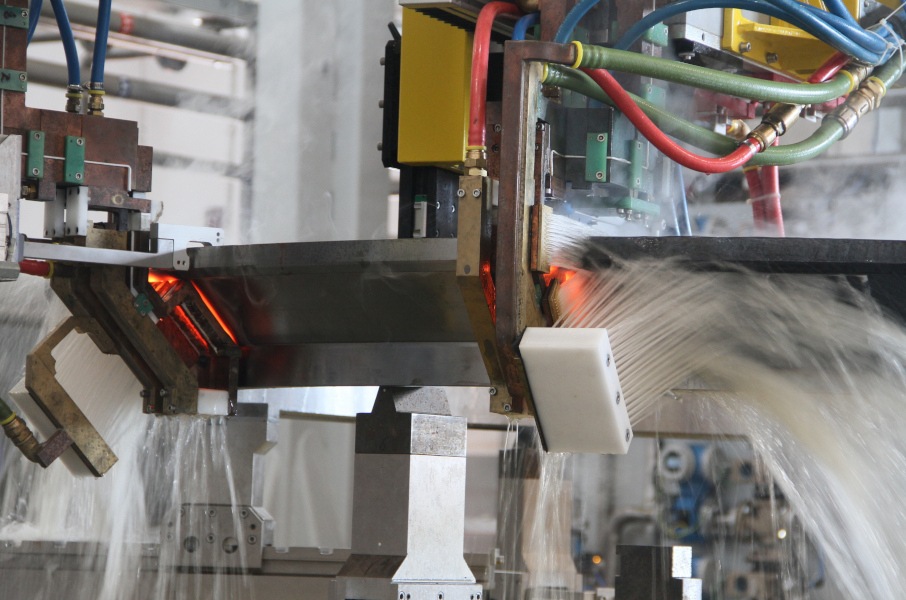
A different solution has been developed by SAET: our seamless induction hardening process achieves the same results by utilizing medium carbon steels. Bearing tracks can be induction hardened obtaining a uniform treatment on the whole ring. Differently from furnace carburizing, induction hardening technology does not require the heating of the whole ring: only the surface layer is treated leaving the core material and its microstructure unchanged with less deformation. Induction hardening is faster and consumes less energy.
The peculiar aspect of induction heating is to generate the heat sources directly into the workpiece: the magnetic field generated by the coil induces currents to flow into the piece and to heat the material by resistive (Joule) heating.

SAET patented seamless process for slewing bearings allows for a uniform heat treatment on the whole circumference, without soft zones. This means there is no overlap in the heating pattern and no self-tempering phenomena occur. Heating parameters can be adjusted according to the steel characteristics and ring geometry. Case depths up to 10 mm and a fine-grained microstructure can be obtained with a high scanning speed and good repeatability.
Ask us for more details, contacting our sales department.



